








+86 189 6101 2359
+86 133 6521 5663
+86 138 5268 6835
Śruby ze stali nierdzewnej należą do najpowszechniej stosowanych elementów złącznych w budownictwie, inżynierii mlubskiej, przetwórstwie spożywczym, sprzęcie medycznym i elektronice użytkowej – mimo to są rutynowo wybierane wyłącznie na podstawie ceny lub wyglądu. Takie podejście prowadzi do przedwczesnej korozji, uszkodzeń galwanicznych, odsłoniętych wnęk napędu i kompromisów konstrukcyjnych, których naprawa kosztuje znacznie więcej niż same śruby. W przypadku gatunków elementów złącznych ze stali nierdzewnej obejmujących podstawowe stopy austenityczne 18-8 po stopy duplex i superaustenityczne oraz dziesiątki dostępnych rodzajów łbów, typów napędów i konfiguracji gwintów, podjęcie świadomej decyzji o wyborze wymaga zrozumienia dziewięciu krytycznych parametrów. W tym przewodniku omówiono każdy z nich w sposób praktyczny i szczegółowy.
Stopień stopu śruby ze stali nierdzewnej określa jej odporność na korozję, wytrzymałość mechaniczną i przydatność do określonych środowisk. Wybór niewłaściwego gatunku jest najczęstszym – i najbardziej kosztownym – błędem w doborze elementów złącznych.
Klasa 304 (18-8) to najczęściej stosowany gatunek śrub ze stali nierdzewnej, zawierający 18% chromu i 8% niklu. Działa niezawodnie w pomieszczeniach zamkniętych, przy lekkim nasłonecznieniu na zewnątrz i w kontakcie ze słodką wodą. Jest jednak podatny na korozję szczelinową i wżery w środowiskach bogatych w chlorki, takich jak obszary przybrzeżne lub baseny. Klasa 316 dodaje 2–3% molibdenu do składu 304, radykalnie poprawiając odporność na chlorki i czyniąc go właściwym wyborem do sprzętu morskiego, sprzętu do przetwarzania chemicznego i budownictwa przybrzeżnego. Klasa 410 to martenzytyczna stal nierdzewna o wyższej wytrzymałości na rozciąganie (do 1000 MPa), ale niższej odporności na korozję – stosowana tam, gdzie obciążenie mechaniczne ma większe znaczenie niż narażenie chemiczne. W przypadku bardzo agresywnych środowisk, Dwustronny gatunek 2205 or Superaustenityczny 904L gatunki te zapewniają doskonałą odporność, ale przy znacznie wyższych kosztach. Poniższa tabela podsumowuje najważniejsze rozróżnienia klas:
| Ocena | Kluczowa kompozycja | Odporność na korozję | Typowe zastosowanie |
|---|---|---|---|
| 304 (A2) | 18% Cr, 8% Ni | Dobry (nie morski) | Wewnątrz, łagodne na zewnątrz |
| 316 (A4) | 16–18% Cr, 10–14% Ni, 2–3% Mo | Doskonały (chlorek) | Morskie, przybrzeżne, chemiczne |
| 410 | 11,5–13,5% Cr | Umiarkowane | Duże obciążenie, niska wilgotność |
| 2205 Dupleks | 22% Cr, 5% Ni, 3% Mo | Doskonały | Na morzu, zakłady chemiczne |
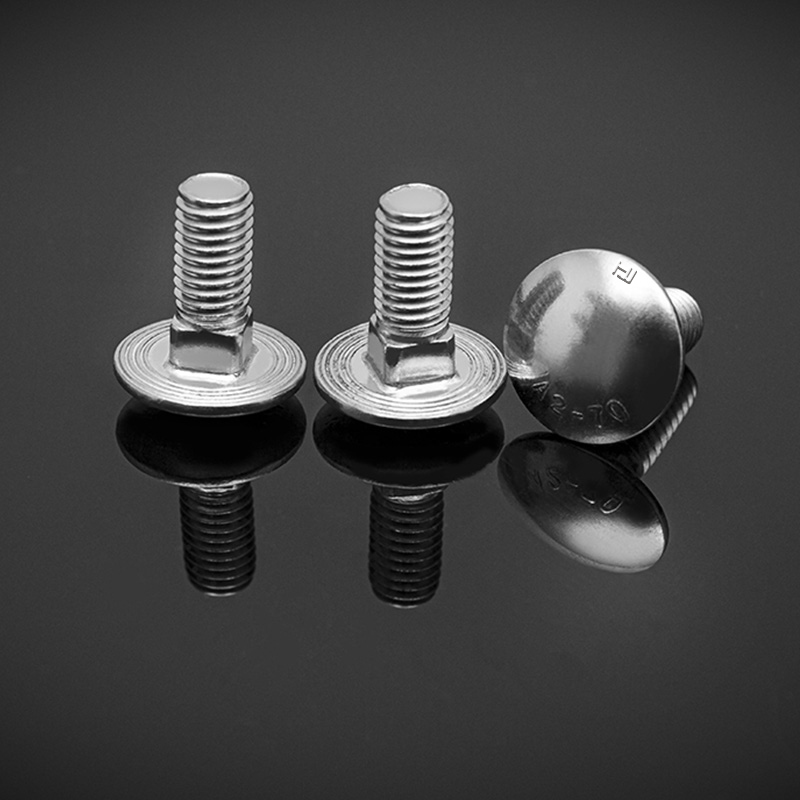
W międzynarodowych specyfikacjach elementów złącznych (ISO 3506) śruby ze stali nierdzewnej są klasyfikowane jako A2 (odpowiednik 304) lub A4 (odpowiednik 316), po którym następuje numer klasy właściwości wskazujący wytrzymałość na rozciąganie. Na przykład A2-70 oznacza stal nierdzewną gatunku 304 o minimalnej wytrzymałości na rozciąganie 700 MPa, podczas gdy A4-80 oznacza gatunek 316 o minimalnej wytrzymałości na rozciąganie 800 MPa. Ten system oznaczeń jest konsekwentnie stosowany u europejskich dostawców i jest coraz bardziej powszechny w zamówieniach globalnych. Określenie A4-70, gdy potrzebujesz odporności na korozję klasy morskiej i umiarkowanej nośności, jest czystsze i mniej podatne na błędy niż odniesienie się do samego gatunku 316.
Wytrzymałość na rozciąganie to maksymalne naprężenie, jakie śruba może wytrzymać przed pęknięciem, ale bardziej praktyczną wartością jest: obciążenie próbne — maksymalna siła osiowa, jaką element złączny może wytrzymać bez trwałego odkształcenia. W przypadku śruby ze stali nierdzewnej A2-70 (na przykład M8) obciążenie próbne wynosi około 18,6 kN, a wytrzymałość na rozciąganie wynosi 25,1 kN. Inżynierowie projektujący połączenia śrubowe powinni dobierać wymiary połączeń w oparciu o obciążenie próbne, a nie wytrzymałość na rozciąganie, aby zapewnić, że śruby pozostaną elastyczne pod obciążeniem użytkowym. Należy również zauważyć, że austenitycznych stali nierdzewnych (304, 316) nie można poddawać obróbce cieplnej w celu zwiększenia wytrzymałości – ich właściwości mechaniczne są określane przez obróbkę na zimno podczas produkcji.
Zacieranie — zwane także spawaniem na zimno lub zacieraniem — występuje, gdy dwie powierzchnie stali nierdzewnej pod naciskiem stykowym ulegają zużyciu adhezyjnemu i mikrozespawaniu podczas dokręcania. Jest to szczególnie powszechne w przypadku gatunków austenitycznych i może spowodować trwałe zablokowanie elementu złącznego przy dowolnym poziomie momentu obrotowego, nawet poniżej zamierzonego obciążenia zacisku. Środki zapobiegawcze obejmują stosowanie środków zapobiegających zatarciu (preparaty na bazie niklu lub dwusiarczku molibdenu), stosowanie elementów złącznych o różnej twardości na współpracujących powierzchniach, zmniejszenie szybkości montażu (ostatnie kilka obrotów dokręcane ręcznie) oraz rozważenie wkrętów nierdzewnych z powłoką PTFE lub woskiem. Zacieranie stali nierdzewnej nie jest wadą materiałową – jest przewidywalnym zjawiskiem tribologicznym, które eliminuje prawidłowa praktyka montażowa.
Rodzaj łba śruby wpływa na rozkład obciążenia zaciskającego na złączu oraz na to, czy śruba musi przylegać do powierzchni. Głowa Pana i główka sześciokątna śruby mają dużą powierzchnię nośną, rozkładając obciążenie na dużym obszarze i minimalizując odkształcenie powierzchni – preferowane w przypadku połączeń konstrukcyjnych. Z łbem stożkowym (płaskim łbem) wkręty są umieszczone równo z powierzchnią lub pod nią, co jest wymagane w zastosowaniach, w których występ powoduje zakłócenia, takich jak zawiasy, mocowanie paneli lub powierzchnie aerodynamiczne. Głowa guzika śruby oferują niskoprofilową kopułkę o większej powierzchni nośnej niż typy z łbem stożkowym, szeroko stosowane w elektronice użytkowej i sprzęcie meblowym. W przypadku zastosowań zewnętrznych lub morskich należy unikać wewnętrznych łbów sześciokątnych (gniazdo) w odsłoniętych miejscach, gdzie woda gromadząca się we wgłębieniu przyspiesza korozję szczelinową – preferowane są łby płaskie lub guzikowe.
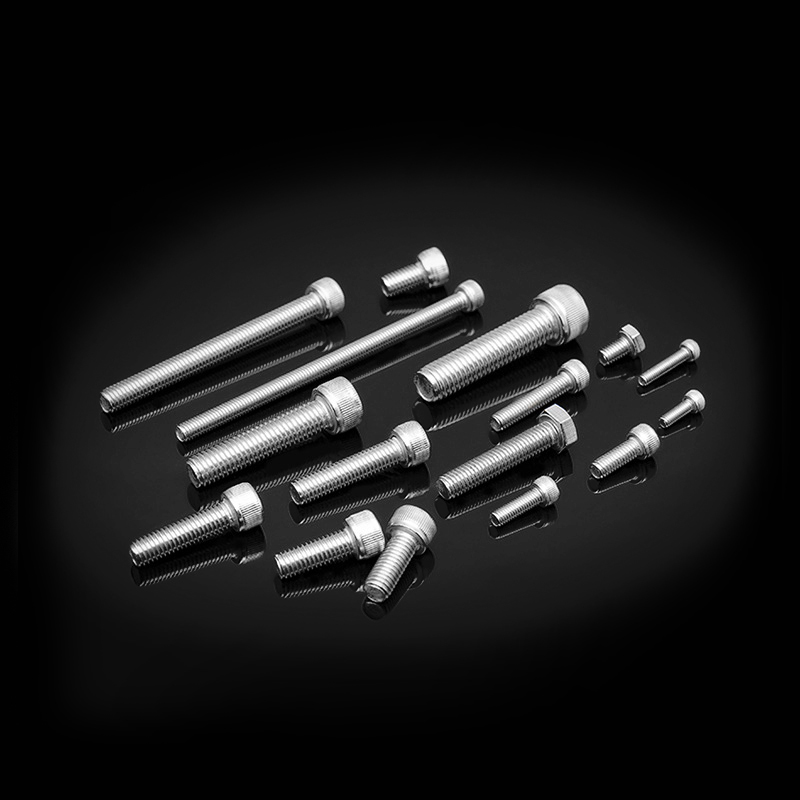
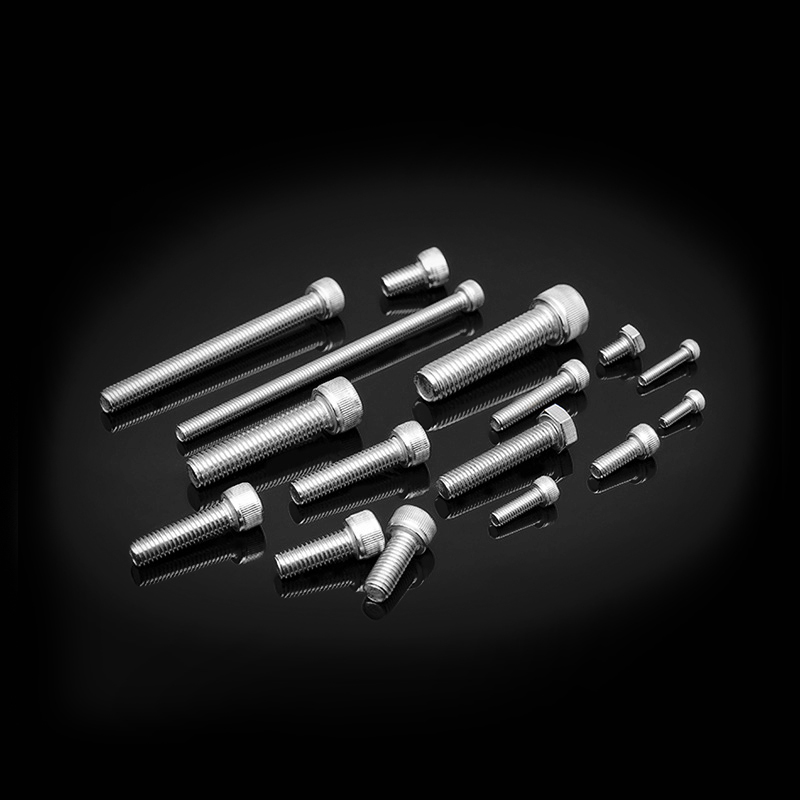
Wgłębienie napędu określa, jak efektywnie moment obrotowy jest przenoszony z narzędzia na śrubę i jak prawdopodobne jest wysunięcie się krzywki (wysunięcie się klucza z wgłębienia) przy wysokim momencie obrotowym. Phillips (PH) Napędy są zaprojektowane tak, aby wyskakiwały przy nadmiernym momencie obrotowym — celowo, aby zapobiec nadmiernemu dokręceniu — ale to sprawia, że są zawodne w zastosowaniach ze stali nierdzewnej wymagających wysokiego momentu obrotowego. Pozidriv (PZ) napędy oferują doskonałe przenoszenie momentu obrotowego i są odporne na wychylenie lepiej niż Phillips, pomimo podobnego wyglądu. Torx (napęd gwiazdowy) zapewnia najlepszą efektywność przenoszenia momentu obrotowego przy praktycznie zerowym krzywce, co czyni go preferowanym napędem do śrub nierdzewnych w zastosowaniach konstrukcyjnych, motoryzacyjnych i morskich. Gniazdo sześciokątne (imbusowe) napędy zapewniają doskonały moment obrotowy dla śrub maszynowych, ale są podatne na zaokrąglenia pod dużym obciążeniem, jeśli dopasowanie narzędzia jest niedoskonałe. Zawsze dopasowuj rozmiar bitu wkrętaka dokładnie do rozmiaru wgłębienia — zużyty lub niedopasowany bit szybko niszczy wgłębienia w napędzie ze stali nierdzewnej ze względu na twardość materiału.
Wkręty ze stali nierdzewnej są dostępne w konfiguracjach z gwintem grubym (UNC lub gruby metryczny) i drobnozwojnym (UNF lub drobny metryczny). Grube nici są bardziej odporne na gwinty poprzeczne, łatwiejsze w szybkim montażu i lepiej nadają się do miękkich materiałów, takich jak aluminium, tworzywa sztuczne i kompozyty drewna, gdzie głównym ryzykiem jest zerwanie gwintu. Drobne wątki zapewniają większą wytrzymałość na rozciąganie na jednostkę długości ze względu na większą powierzchnię naprężeń, są bardziej odporne na luzowanie wibracyjne i oferują lepszą regulację w precyzyjnych zespołach. W przypadku samogwintujących wkrętów nierdzewnych stosowanych w blachach, typy gwintujące (które przemieszczają materiał bez nacinania) tworzą mocniejsze gwinty niż typy nacinające gwint w metalach ciągliwych, natomiast punkty nacięcia gwintu są potrzebne w przypadku twardszych podłoży i kruchych materiałów, gdzie wymagane jest usuwanie wiórów.
Stal nierdzewna znajduje się wysoko w szeregu galwanicznym, co oznacza, że będzie działać jak katoda i przyspieszać korozję metali, z którymi ma kontakt, znajdujących się niżej w szeregu – w tym stali węglowej, aluminium i cynku. Kiedy śruby ze stali nierdzewnej są używane z elementami aluminiowymi w obecności elektrolitu (wilgoć, słona woda), aluminium koroduje preferencyjnie i agresywnie. Strategie łagodzące obejmują użycie podkładek nylonowych lub PTFE w celu odizolowania różnych metali, nałożenie smaru dielektrycznego na styku złącza, określenie mniejszej śruby ze stali nierdzewnej w stosunku do części aluminiowej (w celu zminimalizowania stosunku powierzchni katody do anody) lub przejście na aluminiowe lub tytanowe elementy złączne, gdzie kompatybilność galwaniczna jest głównym ograniczeniem. Połączenia stali nierdzewnej ze stalą nierdzewną nie stwarzają zagrożenia galwanicznego, pod warunkiem, że oba elementy są tej samej klasy.
Rynek elementów złącznych ze stali nierdzewnej obejmuje znaczną liczbę podrobionych lub błędnie oznakowanych produktów — zwłaszcza śrub oznaczonych jako 316, które w rzeczywistości są 304, lub gatunków austenitycznych, które zawierają niewystarczającą zawartość niklu, aby spełnić wymagania specyfikacji. Prosty test pola z użyciem magnesu zapewnia kontrolę pierwszego przejścia: w pełni austenityczne stopy 304 i 316 powinny być jedynie słabo magnetyczne lub niemagnetyczne, podczas gdy reakcja silnie magnetyczna sugeruje rdzeń ze stali ferrytycznej lub węglowej. W przypadku zastosowań krytycznych należy zażądać raportów z testów materiałowych (MTR) potwierdzających skład chemiczny, raportów z kontroli wymiarowej potwierdzających pomiar gwintu oraz dowodu, że produkt został wyprodukowany zgodnie z uznanymi normami, takimi jak ISO 3506, ASTM F738M lub DIN 267. Zakupy od zweryfikowanych dystrybutorów posiadających dokumentację identyfikowalności partii to najbardziej niezawodna ochrona przed wprowadzeniem produktu niespełniającego norm do zastosowań konstrukcyjnych lub o krytycznym znaczeniu dla bezpieczeństwa.
Stan powierzchni ma również znaczenie niezależnie od jej gatunku. Wkręty ze stali nierdzewnej powinny mieć jasną, jednolitą warstwę pasywną – wolną od przebarwień cieplnych, zgorzeliny, osadzonych cząstek żelaza powstałych w wyniku obróbki lub uszkodzeń mechanicznych. Obróbka pasywacyjna (kąpiel w kwasie cytrynowym lub azotowym zgodnie z normą ASTM A967) przywraca i wzmacnia naturalną warstwę ochronną tlenku chromu po operacjach obróbki mechanicznej lub formowania i powinna być stosowana w przypadku wszelkich elementów złącznych ze stali nierdzewnej stosowanych w środowiskach mających kontakt z żywnością, farmaceutycznym lub morskim, gdzie wymagana jest maksymalna odporność na korozję od pierwszego dnia użytkowania.
Zastosowanie powyższych dziewięciu punktów jest proste, jeśli zostaną skondensowane w formie listy kontrolnej weryfikacji przed zakupem. Przed złożeniem zamówienia na śruby ze stali nierdzewnej — niezależnie od tego, czy chodzi o partię 50 czy 50 000 — należy potwierdzić następujące informacje:

Wątek Tolerancja: 6g standardowe DIN 13-15, DIN 13-12 Średnica pręta d d≤M20:A2-70,A4-70; M20<d≤M39:A2-50,A4-50; d≥M39: C3, C4; d<M39
See DetailsPrawa autorskie © Jiangsu Huajie Produkty ze stali nierdzewnej Co., Ltd. Wszelkie prawa zastrzeżone.


